

佛山市富蘭激光科技有限公司
全國熱線:0757-29899345
溫經理:18902563402
傳真:0757-29899345
商務QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市順德高新區杏壇鎮順業西路15號中集智谷20棟B座九樓
再好再先進的設備,都會因某些因素的影響,導致加工效果不佳,激光焊接機也不例外。下面,富蘭激光就為大家簡單地講一講導致激光焊接效果不理想的主要原因有哪些。
1、設備:
這是最主要的原因之一,如果您用低配置的設備想要高精密的焊接效果,那肯定是不可能的;如果相應的材質沒有采用相應的設備,焊接效果肯定也不佳(比如:銅、鋁、銀等高反材料不是采用脈沖YAG激光焊接機,而采用其它類型激光器的焊接機來焊接,肯定會出現氣孔和裂紋)。
2、材料:
a、材料的吸收率:激光束與材料吸收的相容性取決于材料的一些重要性能,如吸收率、反射率、熱導率等,其中最主要是吸收率。有些材質對激光吸收率特別好,而有些材質卻很差,甚至不吸收。
b、材料的均勻性:是指物質的一種或幾種特性具有同組分或相同結構的狀態。材料的均勻性直接影響到材料的有效使用。例如:鋁合金材料焊接時,合金元素的分布不均勻,就容易出現炸孔、咬邊、凹陷等焊接缺陷。
3、夾具:
夾具主要是將要焊接的工件準確定位和可靠夾緊,便于保證焊接結構精度,有效的防止和減輕焊接變形。夾具的好與壞,直接會影響到焊接的質量。
4、工作臺:
工作臺會直接影響加工效率,以及焊接的效果。佛山富蘭激光所生產激光焊接機安置靈活,可根據不同產品的需求配置不同的工作臺進行焊接加工。
5、激光焊接機的參數:
焊接工藝參數主要有激光輸出功率、焊接速度、激光波形、脈沖頻率、離焦量和保護氣體。
a、輸出功率穩定性:激光器的輸出功率穩定性越好,焊接一致性就越好。
b、焊接速度:焊接速度越高熔深就會越淺。低速下熔池大而寬,且易產生下塌,高速焊接時,焊縫中心強烈流動的液態金屬由于來不及重新分布,便在焊縫兩側凝固,形成不平整焊縫。所以,佛山富蘭激光在此建議大家在焊接薄板或焊接性較好材料時使用高速焊接;厚板、難焊材料速度要低。
c、激光波形:激光波形主要有脈沖激光器常用的脈沖波形和連續焊接時的縫焊波形。對于焊接銅、鋁、金、銀高反射材料時,為了突破高反射率的屏障,可以利用梯形的激光波形;對于鐵、鎳等黑色金屬,表面反射率低,宜采用矩形波或緩衰減波形。
d 、脈沖頻率:脈沖頻率、光斑尺寸和焊接速度相互匹配,才能達到所需的重疊率。一般來說,重疊率越大,焊縫越光滑,但焊接速度也相應降低。當激光脈沖頻率超過一定值時,重疊率過大,超過材料的焊接極限,容易焊穿或出現焊渣。
e、離焦量:離焦方式有正離焦與負離焦兩種。焦平面位于工件上方為正離焦,反之為負離焦。負離焦時,材料內部功率密度比表面還高,易形成更強的熔化、汽化,使光能向材料更深處傳遞。所以在實際應用中,當要求熔深較大時,采用負離焦;焊接薄材料時,宜用正離焦。
f、脈沖寬度:這個主要是針對脈沖激光器的激光焊接機,脈寬是脈沖激光焊接機的重要參數之一,它既是區別于材料去除和材料熔化的重要參數,也是決定加工設備造價及體積的關鍵參數。脈寬越長,焊點直徑越大,相同的工作距離時,熔深越深。
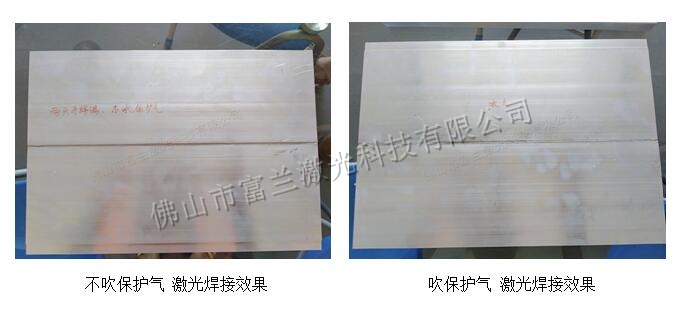
6、輔助氣體:
激光焊接過程使用惰性氣體來保護熔池,可以使焊接處更平整美觀,不發黃。一般情況下用氮氣、氬氣、氦氣。氦氣成本最高,但其防氧化效果好,且電離度小,不易形成等離子體。氬氣的防氧化效果也好,但是它易電離;氮氣成本最低,一般用于不銹鋼的焊接。
佛山市富蘭激光科技有限公司所生產的激光焊接機幾乎都是定制型的。因為每位客戶所需焊接的產品材質或形狀以及要求都是不一的,所以富蘭激光都是根據客戶的實際情況來幫客戶設計機器的形狀及性能,且可定制專用的自動化工裝夾具,還可為客戶提供一整套激光加工設備及激光自動化集成、各種自動化生產線。



