

佛山市富蘭激光科技有限公司
全國熱線:0757-29899345
溫經理:18902563402
傳真:0757-29899345
商務QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市順德高新區杏壇鎮順業西路15號中集智谷20棟B座九樓
在激光打標機軟件EzCad2中每個文件都有256支筆,筆號從0到255 。“筆”的概念相當于一組設定的加工參數。參數設置可選默認值,或者根據要求更改。
 表示當前筆要加工,雙擊此圖標可以更改。
表示當前筆要加工,雙擊此圖標可以更改。
 表示當前筆不加工,雙擊此圖標可以更改。
表示當前筆不加工,雙擊此圖標可以更改。
顏色:表示當前筆的顏色,雙擊顏色條可以更改顏色。
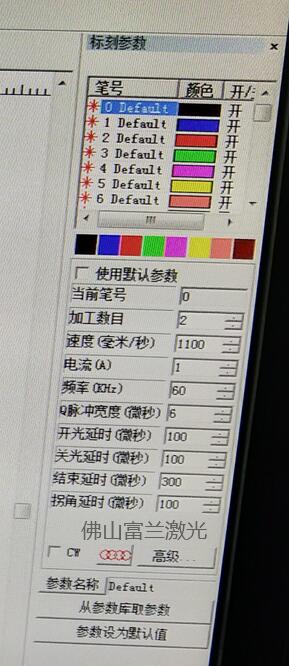
當前筆號:當前使用的是第幾組加工參數。在EzCad中,“筆”的概念相當于一組設定的加工參數。
加工數目:表示所有對象對應為當前參數的加工次數。
速度:表示當前加工參數的標刻速度
電流(A):表示當前加工參數所使用的激光器電流。
頻率:表示當前加工參數的激光器的頻率。
Q脈沖寬度:如果是YAG模式,則Q脈沖寬度激光器的Q脈沖的高電平時間。
開光延時:標刻開始時激光開啟的延時時間。設置適當的開光延時參數可以去除在標刻開始時出現的“火柴頭”,但如果開光延時參數設置太大則會導致起始段缺筆的現象。可以為負值,負值表示激光器提前出光。
關光延時:標刻結束時激光關閉的延時時間。設置適當的關光延時參數可以去除在標刻完畢時出現的不閉合現象,但如果關光延時設置太大會導致結束段出現“火柴頭”。不能為負值。
結束延時:一般情況下關光命令發出后到激光完全關閉需要一段時間的響應時間,設置適當的結束延時是為了給激光器充分的關光響應時間,以達到讓激光器在完全關閉的情況下進行下一次標刻的目的,防止漏光,出現甩點現象。
拐角延時:標刻時每段之間的延時時間。設置適當的拐角延時參數可以去除在標刻直角時出現的圓角現象,但如果拐角延時設置太大會導致標刻時間增加,且拐角處會有重點現象。
按高級按鈕后系統會彈出如下圖所示的高級參數對話框。

跳轉速度:設置當前參數對應的跳轉速度。
跳轉延時:設置標刻跳轉延時。
位置延時:跳轉位置延時。
距離延時:跳轉距離延時。
末點補償:一般不需要設置此參數,只有在高速加工時,調整延時參數無法使末點到位的情況下設置此值,強制在加工結束時繼續標刻一段長度為末點補償距離的直線。可以接受負值。
加速距離:適當設置此參數,可以消除標刻開始段的打點不均勻的現象。
打點時間:當對象中有點對象時,每個點的出光時間。
螺旋標刻:勾選后有效。主要是在標刻單線的時候,需要將線條加粗的情況下使用,可以節約時間,提高效率。
直徑:螺旋標刻時螺旋圓的直徑,即使用螺旋模式打標出的線寬度。
螺距:螺旋標刻時相鄰兩個圓的圓心距離。根據激光作用在物體表面的點的大小設置適當的值,螺距設置得太大打標出的線條會有底紋,而設置得太小會增加打標的時間。
矢量打點模式: 強制定義激光器加工每個點時固定發出的脈沖數。
YAG優化填充模式: 使用YAG 激光打標機對高反材料進行填充打標時的優化處理。
注意:此功能的作用是解決YAG激光器在高亮金屬材料表面進行填充打標出現不規則紋路的問題,以獲得好的填充效果。在使用此功能時,必須把控制卡的 PWM 信號作為 Q 驅的脈沖調制信號并連接 到Q 驅上才能獲得相應的效果。



